In the world of industrial automation, a “Greenfield” project is a dream—a blank slate where every wire, tag, and logic block is documented from scratch. However, the reality for most commissioning engineers is the “Brownfield” project. These migrations involve upgrading legacy systems that have been running for decades.
While the goal of a Brownfield Control System Migration is improved efficiency and modern capabilities, many of these projects fail before the first loop is even tuned. The culprit? Documentation gaps. When the digital record doesn’t match the physical plant, the project is headed for a costly disaster.
The “As-Built” Myth: Old Drawings vs Field Reality
The most common point of failure in any migration is the reliance on outdated documentation. On paper, the plant has a set of “As-Built” drawings. In reality, these documents are often “As-Designed” from twenty years ago.
The gap between old drawings vs field reality is created by years of “midnight engineering.” When a sensor fails at 3 AM on a Tuesday, a maintenance technician might bypass a relay or move a wire to a spare I/O point to keep production running. If that change isn’t redlined and updated in the master CAD files, that discrepancy remains hidden until the migration begins.
During a cutover, discovering that a critical interlock isn’t where the drawing says it is can stop a project in its tracks, leading to expensive downtime and safety risks.
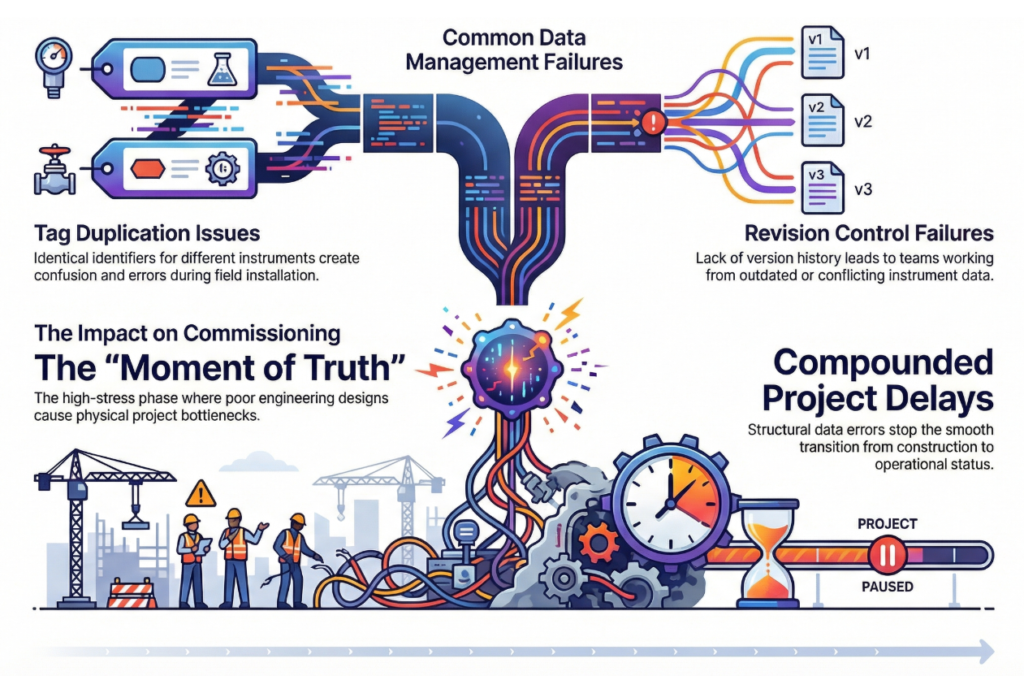
The Tagging Nightmare: Legacy Tag Mismatch
Software migration is more than just importing a database from an old PLC to a new DCS. One of the most significant documentation risks is the legacy tag mismatch.
Over decades, naming conventions evolve. What was once PUMP*101*START in the old code might be referenced as P*101*ST in the HMI, while the physical terminal block is labeled P101-S. When engineers attempt to map these tags to a new system without a 1:1 verified cross-reference, the communication breaks.
A legacy tag mismatch results in:
- HMI screens displaying “Comm Fail” or incorrect data.
- Alarms failing to trigger during critical events.
- Automated sequences hanging because they are looking for a status bit that no longer exists under the old name.
The Silent Killer: Hidden IO Changes
If the software is the brain, the I/O is the nervous system. Hidden IO changes are the silent killers of Brownfield projects. These are the physical modifications—splitters, signal conditioners, or local overrides—that were never added to the I/O list.
During a Brownfield Control System Migration, the new controller is programmed based on the existing I/O list. If that list is missing 10% of the actual field connections, the new system will be blind to those inputs. Commissioning engineers often find themselves tracing wires through packed cable trays in the middle of a shutdown, desperately trying to figure out why a valve won’t move, only to find a hidden interlock relay buried in a junction box.
Missing the Mark: Migration Freeze Windows
In industrial environments, time is money. Most migrations are scheduled during “turnarounds” or migration freeze windows. These are narrow periods where production is halted, and the engineering team has a set number of hours to swap the old system for the new one.
Documentation gaps turn these windows into nightmares. If the team spends 48 hours of a 72-hour window troubleshooting old drawings vs field reality, the project will likely exceed the window. This leads to:
- Production Overruns: Every hour past the window costs the company thousands (or millions) in lost revenue.
- Rushed Commissioning: To meet the deadline, safety checks and loop tests are often cut short, leading to long-term reliability issues.
How to Mitigate Documentation Risks
To prevent failure, a Brownfield project must prioritize “Data Integrity” over “Data Migration.”
- Physical Audits: Never trust the drawings. Perform a physical “walk-down” of every cabinet and I/O point before the design phase ends.
- Loop Checking Early: Use a pre-migration shutdown to perform loop checks and verify that the physical wiring matches the software tags.
- Digital Twins: Create a virtual representation of the system to test the new logic against the old tag structures before arriving on-site.
- Redline Culture: Encourage maintenance teams to document every change, no matter how small, in the years leading up to a migration.
Conclusion
Brownfield projects don’t fail because the new technology is bad; they fail because the old information is wrong. By identifying hidden IO changes, resolving legacy tag mismatches, and acknowledging the discrepancy between old drawings vs field reality, engineers can navigate the complexities of a Brownfield Control System Migration successfully.
Don’t let a missing redline be the reason your next project fails. Invest in documentation today, or pay for it during the commissioning window.